تفاوت لوله ERW و SAW چیست
در بازار متنوع و تخصصی لولههای صنعتی، انتخاب نوع مناسب نقش بسیار مهمی در بهرهوری، ایمنی و هزینههای پروژه دارد. یکی از رایجترین پرسشهایی که خریداران و مهندسان با آن مواجهاند، تفاوت بین لولههای ERW و SAW است. این دو نوع لوله از لحاظ روش تولید، مقاومت، کاربرد و قیمت تفاوتهای قابل توجهی دارند. اگر شما هم به دنبال خرید لوله برای پروژههای ساختمانی، انتقال سیالات، صنایع نفت و گاز یا خطوط فشار قوی هستید، این مقاله از سایت فولاد بازار به شما کمک میکند تا انتخابی آگاهانه داشته باشید.
آنچه در این مطلب میخوانید
لوله ERW چیست؟
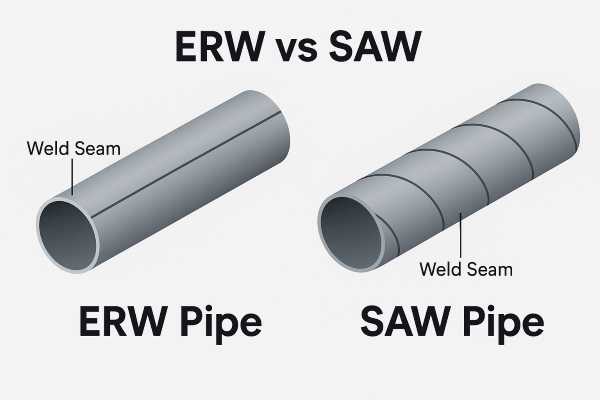
ERW مخفف Electric Resistance Welded به معنی جوش مقاومتی الکتریکی است. این نوع لوله با استفاده از ورق فولادی نورد شده تولید میشود. لبههای ورق با استفاده از جریان برق و فشار به یکدیگر جوش میخورند. در فرآیند ERW، برخلاف روشهای دیگر، از فلز پرکننده استفاده نمیشود.
مشخصات فنی لوله ERW
- قطر معمول: تا 24 اینچ
- ضخامت: بین 1.5 تا 10 میلیمتر (متغیر)
- طول استاندارد: 6 یا 12 متر
- نوع جوش: خطی، دقیق، بدون پودر جوش
- ویژگی برجسته: سطح صاف و یکنواخت
کاربردهای متداول
- لولهکشی آب، گاز و هوای فشرده
- سازههای فلزی و پروفیلهای صنعتی
- صنعت خودرو و مبلمان فلزی
- انتقال روغن در فشار کم و متوسط
روش تولید لوله ERW چگونه است؟
آمادهسازی ورق فولادی(اسکلت اولیه)
فرآیند تولید لوله ERW با استفاده از ورق فولادی نورد گرم یا نورد سرد آغاز میشود. این ورقها معمولاً به صورت کویل(رول) وارد خط تولید میشوند.
- ورقها طبق نیاز پروژه از نظر ضخامت و عرض انتخاب میشوند.
- لبههای کویل با دستگاه صافکن، صاف و بدون خمیدگی میشوند تا آماده فرمگیری شوند.
پیشنهاد فولاد بازار لوله مانیسمان
فرمدهی به ورق(Forming)
در این مرحله، ورق فولادی با عبور از مجموعهای از غلطکهای فرمدهی(Roll Forming) به تدریج به شکل استوانه در میآید.
- غلطکها در چند مرحله، لبههای ورق را به هم نزدیک میکنند.
- هدف این است که لبهها بدون فاصله، دقیقاً در مرکز هم قرار بگیرند.
نکته مهم: در این مرحله هنوز جوشکاری انجام نشده؛ فقط شکل لوله ایجاد شده است.
جوشکاری مقاومتی(ERW Welding)
در مرحله کلیدی، لبههای ورق بههمرسیده توسط جریان الکتریکی فرکانس بالا(High Frequency Current) گرم میشوند.
- جریان برق باعث ایجاد دمای بالا (حدود 1300 تا 1500 درجه سانتیگراد) در لبهها میشود.
- با استفاده از نیروی فشاری مکانیکی، لبههای گرمشده به هم جوش میخورند.
ویژگی این جوش: بدون استفاده از سیم یا ماده جوشدهنده انجام میشود؛ بنابراین اتصال کاملاً همجنس و یکپارچه خواهد بود.
تمیزکاری محل جوش
پس از جوشکاری، مقداری زائده جوش(Bead) در داخل و خارج لوله بهجا میماند.
- این زوائد با استفاده از ابزارهای Bead Trimmer یا چاقوی صنعتی مخصوص برداشته میشوند.
- هدف: سطح داخلی و خارجی صاف و یکنواخت شود.
فرآیند خنککاری و صافکاری نهایی
لوله جوشخورده بلافاصله وارد سیستم خنککاری با آب یا هوا میشود تا خواص مکانیکی خود را حفظ کند.
- سپس توسط غلطکهای صافکن، انحنای احتمالی لوله اصلاح میشود.
- گاهی اوقات عملیات حرارتی یا تنشزدایی نیز انجام میشود.
برش و تست نهایی
لولهها در طول استاندارد بریده میشوند و سپس تستهای کنترل کیفیت مانند:
- تست هیدروستاتیک
- تست اولتراسونیک
- بررسی ضخامت و قطر
روی آنها انجام میشود.
لوله SAW چیست؟
SAW مخفف Submerged Arc Welding است که به معنی جوشکاری زیر پودری میباشد. در این روش، جوشکاری در زیر یک لایه پودر فلاکس انجام میشود تا از نفوذ اکسیژن و آلودگی به ناحیه جوش جلوگیری شود. این لولهها معمولاً با قطر و ضخامت بالا برای مصارف صنعتی سنگین طراحی میشوند.
پیشنهاد فولاد بازار لوله گالوانیزه
انواع لوله SAW
- LSAW (Longitudinal SAW): جوش طولی مستقیم
- SSAW (Spiral SAW): جوش مارپیچی
مشخصات فنی لوله SAW
- قطر معمول: 24 تا بیش از 100 اینچ
- ضخامت: 6 تا 30 میلیمتر
- طول: بسته به سفارش قابل تنظیم است
- ویژگی برجسته: قابلیت تحمل فشارهای بسیار بالا
کاربردهای متداول
- خطوط انتقال نفت و گاز فشار قوی
- خطوط انتقال بین شهری
- پروژههای عمرانی بزرگ و دریایی
- نیروگاهها و پتروشیمیها
مقایسه فنی لوله ERW و SAW
| ویژگیها | لوله ERW | لوله SAW |
|---|---|---|
| روش جوشکاری | جوش مقاومتی الکتریکی | جوش زیر پودری(SAW) |
| نوع جوش | بدون فلز پرکننده | با فلز پرکننده و محافظ فلاکس |
| قطر معمول | تا 24 اینچ | 24 اینچ به بالا |
| دقت ابعادی | بسیار بالا | بالا در LSAW، کمتر در SSAW |
| سطح داخلی و خارجی | صاف و بدون زائده | نیاز به صافکاری پس از جوش |
| مقاومت جوش | مناسب برای فشارهای پایین تا متوسط | بسیار بالا برای فشار و دمای بالا |
| قیمت تقریبی | ارزانتر | گرانتر به دلیل فرآیند پیچیدهتر |
| کاربرد تخصصی | صنعتی سبک، ساختمانی | نفت و گاز، پتروشیمی، انتقال سیالات |
مزایای لوله ERW
- قیمت اقتصادیتر
- سطح یکنواخت و زیبا
- مناسب برای پروژههای با حجم بالا و فشار متوسط
- قابلیت تولید سریع و انبوه
معایب لوله ERW
- محدودیت در قطر و ضخامت
- مقاومت کمتر در برابر فشار بالا نسبت به SAW
مزایای لوله SAW
- مقاومت بالا در برابر فشار و دما
- قابلیت ساخت در قطرهای بسیار بزرگ
- مناسب برای پروژههای حساس و تخصصی
معایب لوله SAW
- قیمت بالاتر
- وزن بیشتر
- نیاز به فرآیندهای تکمیلی مثل صافکاری و تست جوش گستردهتر
پیشنهاد فولاد بازار لوله API
کدام لوله برای شما مناسبتر است؟
انتخاب بین ERW و SAW کاملاً بستگی به نوع پروژه، شرایط محیطی و میزان فشار و دمای کاری دارد:
- اگر به دنبال لولهای با هزینه کمتر، برای پروژههای ساختمانی یا خطوط سبک هستید، لوله ERW گزینه مناسبی است.
- اما اگر درگیر پروژههای انتقال نفت و گاز، خطوط فشار قوی یا محیطهای صنعتی با شرایط سخت هستید، لوله SAW با مقاومت بالاتر انتخاب بهتری است.
جمعبندی و نتیجهگیری
شناخت تفاوت بین لولههای ERW و SAW به شما کمک میکند تا در زمان خرید، انتخابی دقیق و متناسب با نیاز پروژه داشته باشید. در فروشگاه فولاد بازار، انواع لولههای صنعتی از برندهای معتبر و با تضمین کیفیت عرضه میشود. قیمت مناسب، ارسال سریع و مشاوره تخصصی از جمله مزایای خرید از ماست.